By the addition or elimination of various elements iron ore can be converted into steel of almost innumerable kinds. The processes by which steel is manufactured are among the most spectacular in engineering
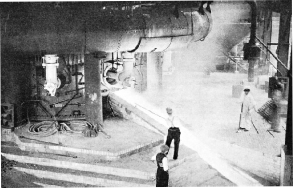
TAPPING A BLAST FURNACE is effected by breaking down a plug of clay and sand in the bottom part of the furnace by an iron rod and allowing the stream of iron or slag to flow out. There are separate holes for the iron and the slag, that for the slag being the higher, as slag floats on the top of molten iron. The large circular pipe is the main for the hot air; this is blown into the bottom of the furnace, by way of the bent pipes seen below the main, through water-cooled nozzles or tuyeres.
THE achievements of modern engineering have in the main been made possible by the development of two wholly artificial products, cement and steel. Of the two, steel is perhaps the more extraordinary.
Though a vague idea persists that iron and steel are distinct materials, such as are, say, copper and tin, steel — when all is said and done — is only impure iron. The term “steel” is commonly associated with the hard and elastic material from which swords, table-knives, springs and pen-nibs are made, but to the engineer the term is meaningless without some qualification, for there are so many different kinds of steel nowadays. In the motor car alone, for instance, some twenty-five different types may be used.
The unexplored possible variations, though many will probably prove to be of little practical use, run to hundreds of thousands at least. Speculation is, therefore, fruitless, but some knowledge of what the modem steelmaker is doing is necessary if we are to understand how present-day engineering differs from that of the days of Watt or Stephenson.
The basis of steel is just an unpromising heap of stuff, which may resemble dirty broken road metal when it is ironstone, red sandy gravel when it is haematite, or have an equally unrecognizable appearance when it is some other form of iron ore. In contrast to some of the other metals, tin, for example, iron is fairly widely distributed, its content in the crust of the earth being estimated to be 5 per cent, and the ore varies equally widely in richness and tractability.
The crude ore is transformed into metal in the tower-like structures known as blast furnaces, into which, with coke and generally with limestone also, it is charged. Under a strong blast of hot air the coke burns fiercely in the furnace and the whole mass becomes fluid. The released molten iron gravitates to the bottom of the blast furnace and the earthy matter with which it was bound up, having united with the limestone to form a pasty mass, the slag, floats in a layer on top of it.
At intervals the iron is drawn off from the furnace to be run into grooves made in a bed of sand at its foot. In these grooves, on cooling, the iron forms into the familiar “pigs”. The molten slag, drawn off separately, is run into ladles to cool and to be dumped on the slag heaps which form the miniature mountain ranges often seen near the older ironworks. Nowadays, however, the molten slag is sometimes blown into a mass of glass-like threads by steam jets. This substance, known as “slag-wool”, is useful as a heat-conserving covering for such things as steam pipes. One form of slag is made into a fertilizer. Other uses for blast furnace slag have been discovered fairly recently and the old slag heaps will gradually disappear.
Nowadays also the iron smelted in the blast furnaces is not all invariably cast into pigs, but is sometimes received in ladles which are carried away by an electric crane or locomotive and emptied into a large tank called a metal mixer. In this it is kept hot and perhaps combined with other-grades of iron until transferred to the furnaces in which it is transformed into steel. In the older ironworks, whose business is to produce pig iron for sale as such, the process stops at the cast pig, but in modern steelworks the steel furnaces are close to the blast furnaces and coke-oven batteries. In such works the metal mixer is to be found.
Pig iron is a combination of the metallic element iron (which can be obtained in a pure state only in the laboratory after long and tedious manipulation), with the element carbon, without which neither the diamond, nor the tree, nor even the human body can exist. There are impurities other than carbon in the iron, sulphur and phosphorus, for instance, but what matters most is the proportion of carbon to iron.
Cast iron, which is remelted and refined pig iron, is the material of the domestic firegrate and of numberless uses in engineering. Because of the relatively large amount of carbon it contains cast iron is hard but brittle. It is easily melted and moulded and easily shaped by steel cutting tools, but it gives way under the hammer and breaks under a comparatively small load tending to pull it apart.
If nearly all the carbon is removed from the pig, wrought iron, the material of the blacksmith, is obtained. It is softer than cast iron, so difficult to melt that it cannot be moulded, is readily forged and welded and, though tougher and stronger than cast iron, it is still not strong enough for many modern engineering purposes. Wrought iron was the stand-by of the engineer up to about 1855 for all parts for which cast iron was unsuitable. Ships, bridges and railway lines, for instance, were made from it. Wrought iron is still used, though it has lost its old importance. The blacksmith is a considerable consumer, as wrought iron welds much more easily than steel, and gas and water pipes are often made from it, as it is less prone to corrosion than ordinary steel.
If only some of the carbon is removed from the pig iron and if small quantities of other elements are added, steels of amazingly different, properties, but ail stronger than cast iron or wrought iron, are obtained. The capital difficulty in transforming pig iron into steel is that of removing only the amount of carbon necessary for the purpose in view, for pig iron itself varies greatly in composition and, moreover, it is far from easy to tell exactly where to stop the process of removal. Broadly speaking, the problem is solved in the modern steelworks by first taking out the whole of the carbon and then adding to the molten metal just as much carbon and other elements as are necessary to secure the desired properties.
THE PIG-CASTING MACHINE at the Ford Motor Works, at Dagenham, Essex. Here the pig is cast, not in sand, but in metal moulds arranged in an endless moving band. The material issuing from the spout is not iron but cinders placed there for illustrative purposes.
Of the steel used nowadays nearly 80 per cent is what is called “straight carbon steel” and does not differ greatly from that which displaced wrought iron in the middle of the nineteenth century. The amount of carbon in this class of steel may vary from 0·1 per cent to 0·9 per cent, according to the tensile strength and other properties required. The ultimate tensile strength is the stress per square inch that the steel will break at under a steady pull and is generally given in tons. In the steel used for bridges and general structural purposes this stress must lie between 28 tons and 33 tons and the specimen under test must stretch by at least 20 per cent of its length before it breaks.
The carbon content of this class of steel is generally about 0·35 per cent, that is, only 1/285 of the material. Such steels contain small quantities of manganese, silicon, sulphur and phosphorus. These last two elements are not introduced deliberately but come from the ore and are difficult to eliminate. If there is more than 0·06 per cent (1/1667) of either element present in bridge or structural steel, that “make” of steel is rejected.
Phosphorus and sulphur have a deleterious effect on steel, but other elements are of great value for certain purposes and are used to alloy it in appreciable quantity. Thus, where great wear-resisting properties are required, such as in the jaws of stone crushers, the lips of dredger buckets, railway points and so forth, manganese is used.
Manganese steel was the invention of a distinguished Sheffield metallurgist, Sir Robert Hadfield, in 1882, and is so hard that it cannot be machined in the ordinary way. When a casting of manganese steel has to have a smooth surface that surface can be obtained only by using an extremely hard grinding wheel. The manganese content in such a steel may be between 10 per cent and 12 per cent, but much smaller quantities used with silicon make useful steels for other purposes.
Manganese used with chromium and a smaller amount of copper makes an alloy steel which has proved valuable in enabling a strong structure to be built with a much less weight of material in it, because the tensile strength is so greatly increased. This type of steel was used on the Birchenough Bridge, and in the Danish bridges described in the chapter “Great Danish Bridges”.
This is not the only type of high-tensile alloy steel. A steel with a high silicon content, for instance, was used in Sydney Harbour Bridge. The ultimate tensile strength of this steel was from 36 tons to 42 tons, a marked advance on the 28 tons to 33 tons used for general purposes. Since then other high-tensile steels have been developed with strengths ranging from 50 tons to 60 tons.
It may be asked why, seeing that such excellent material is available, should the weaker “straight carbon” steels continue to be so largely used. A concise answer is not possible, but the question of cost arises. Moreover in some structures stiffness is more important than tensile strength, and there is no advantage therefore in cutting down weight.
On the other hand, in ships for some parts of which high-tensile steel is used, and in aircraft, the reduction of weight is important. For aircraft engines in particular the newer steels have been largely used. In 1918 the weight of a six-cylinder engine was 2·6 lb. per brake horse-power. In 1937, however, the figure was commonly under 1 lb. and in the engines of special racing machines, in which only a short life was expected, it sometimes did not exceed ¾lb.
The alloy steels referred to above have another valuable property besides increased strength. They are more resistant to corrosion than are the ordinary straight carbon steels. In this direction striking development has taken place in what is known as stainless steel, of which, first produced in 1913, there are now a number of types. A useful stainless steel is that known as “18-8” steel. It derives its name from its alloying constituents, there being about 18 per cent of chromium and 8 per cent of nickel in it. The carbon content ranges from 0·07 per cent to 0·16 per cent.
The “18-8” steel is extremely tough and is ductile when cold, a property which makes it valuable for such work as all-steel aircraft. An Italian plane built of this steel has covering sheets only 7/1000 of an inch thick. The stainless steel group is wide, as tensile strengths ranging from 30 tons to 100 tons can be obtained.
TEEMING THE MOLTEN STEEL from the open hearth furnaces into moulds to form the ingots which are later used for forging, rolling and so forth. The steel is transported from the furnaces to the moulds by a travelling crane in a non-tilting ladle. This is run along the row of moulds as directed by the operator on the platform, who closes a plug in the bottom of the ladle as each mould is filled, opening the plug again at the next mould.
Another direction in which great advances have been made of late years is in heat-resisting steels, that is, steels which have to retain their strength under the enormous pressures and temperatures now used in power stations. Steam pressures may run up to 1,300 lb. per square inch, and superheat temperatures up to 1,000 degrees Fahrenheit. The material used for the turbine cylinders of such a plant may be of nickel-chrome-molybdenum steel. Steels of a similar style are used in the process of making oil from coal, certain large forged vessels being required which will stand a pressure as high as 3,700 lb. per square inch and a temperature of 840 degrees Fahrenheit.
Other elements also are used as alloys and have considerable value for special purposes. Thus tungsten is used in steels for cutting tools and for making permanent magnets for electrical instruments. Yanadium makes excellent spring steel. Silicon is useful, too, and, in greater amounts than are generally present, has proved effective in reducing losses in electrical transformers.
This high silicon steel is another of the inventions of Sir Robert Hadfield. Aluminium, cobalt, magnesium, titanium and tantalum are some of the other elements which are being used or investigated as to their effects on steel. Promising results have been obtained, but there is still much to learn. There are nearly twenty “likely” elements: so, mathematically, the number of possible combinations is enormous.
The above outline thus by no means covers the whole field of modern steel, but is sufficient to make it clear that modern steel making is not the somewhat cut-and-dried process it was at the opening of the present century. Steel is a wholly artificial combination of a naturally-occurring element — iron — with other elements. Apart from this, the properties of steels can be altered in different ways by heat treatment, cold working and so forth. This applies, however, not to the making of steel but to its fabrication into specific things such as rails, tools, plates or castings.
The blast furnace which transforms the ore into cast iron has already been alluded to. The description of steel making may therefore begin at the stage when molten iron has been drawn from the furnace into huge ladles. Since 1889, when the metal mixer was used for the first time at Barrow-in-Furness, Lancs, this apparatus has frequently formed part of a steel plant. In its modern form it is a long closed tank with a semi-cylindrical bottom and having a lining of refractory brick. The ends are furnished with ports forming the inlets and outlets for the blast furnace gas or producer gas used for keeping the metal hot.
The molten cast iron is poured from the ladle into the mixer, which may hold as much as 500 tons, and is stored in it until required for use. The operation of mixing has also the great advantage of helping to reduce the silicon and sulphur contents of the metal. The mixer has a filling spout at one side and a pouring spout at the other side and, as it is mounted on rollers, it can be tilted to fill the ladles in which the iron is conveyed to the steel furnaces.
Removal of Carbon
The first necessity in steel making is to remove all the carbon in the cast iron. The process is theoretically a simple one. Carbon burns readily. A diamond blazes up in a stream of oxygen and with every breath we draw we burn some carbon in our own bodies. The familiar coal fire is another example, anthracite, for instance, consisting of about 93 per cent of carbon. In steel making, speaking generally, the carbon is merely burned out of the iron — that is, it is caused, by the application of great heat, to combine with the oxygen of the air and to escape from the iron in the form of gas. This combustion is effected on a large scale by one of two main methods, either by the Bessemer process or by the open hearth process. These are again subdivided in either instance into the “basic” and “acid” processes. This subdivision is necessitated by differences in the composition of iron ore, and the words “basic” and “acid” relate to the refractory material used to line the furnaces.
The Bessemer converter, as the furnace is called, although still a familiar sight in the steelworks of the Continent and of the United States, is now not much used in the land of its birth. An acid Bessemer plant at Workington, Cumberland, and a basic Bessemer plant at Corby, Northamptonshire, are the only notable examples in Great Britain. Yet it was the invention of the Bessemer converter in 1855 that revolutionized the manufacture of steel.
The converter is simply a large steel flask pivoted at the centre so that its mouth can be directed upwards or to the front. From one of the pivots or trunnions which is hollow a pipe leads down to a chamber at the bottom of the converter. This chamber communicates with the interior of the converter by a number of pipe-like openings passing through the refractory material with which the bottom and sides of the converter are lined.
At the beginning of a “blow” the converter is turned on its trunnions until the mouth is at the front. Molten iron from the mixer is then poured into it to a level just below the lowest tuyeres, as the bottom openings are called.
SECTION THROUGH STEEL MELTING SHOP AT MIXER.
(1) Ladle of molten pig iron from blast furnaces on wheeled carriage.
(2) Ladle lifted from the carriage and the iron being poured into the mixer.
(3) Metal mixer, carried on rollers so that it can be tilted for pouring. The tilting is done by hydraulic cylinders.
(4) Ladle into which the mixed molten iron is poured for transport by the overhead crane to the open hearth furnaces.
A strong blast of cold air is then turned on and the converter is swung up to the vertical position. The air issuing from the tuyeres prevents the iron from running into them and passes up through it. Then the strange part of the operation begins—the cold air causes the iron to become hotter.
This effect is due to combustion in presence of the oxygen in the air. The silicon is the first to burn and a short red flame and clouds of brown smoke announce this. The manganese also burns and, with the oxidized silicon, forms a slag on top of the iron. A firework display of bright coruscating sparks generally takes place at this point.
Then, when the carbon starts to burn in the greatly increased temperature, the smoke disappears, the sparks cease to scintillate and a long jet of bright flame appears. When the carbon is all burned up, however, the flame does not die away slowly but drops with remarkable suddenness.
At this point the situation is critical and, even with the aid of modern instruments for estimating temperature, much depends on the judgment of the furnacemen. If all is well a measured charge of ferro-manganese or of Spiegeleisen is now thrown into the converter to make sure that the carbon and manganese content is correct. The process is not always as described above. The metal may get too hot and must be cooled by throwing cold iron scrap into the converter, or it may be too cold and ferro-silicon has to be added. Again, the colour of the flame is not always the same. It may be a beautiful violet and some of the slag may be thrown out by the violence of the “boil”. However, as soon as the “blow” is satisfactorily finished, the converter is turned on its side so as to pour out the metal into a ladle.
The Bessemer process will turn iron into steel in fifteen or twenty-five minutes, or at the rate of 50 tons an hour. It would seem that no other method was needed, so rapid and simple does the process appear. It was the sight of a Bessemer converter
at work that turned the attention of Andrew Carnegie from railways to the steel in which he made his millions. But the control of the metal is not really so precise with the Bessemer process as it is with its great rival, the open hearth furnace.
This furnace was the invention of Dr. C. William Siemens, but was improved by the brothers Martin of Sireuil, France. Hence it is generally known as the Siemens-Martin furnace. It came into use in 1863 and by 1880 had been adopted in Great Britain by fifteen steelworks, which had ninety furnaces between them.
Regenerative Firing
The method of operation varies somewhat in different works but, generally, molten pig iron from the mixer is poured into the furnace and steel or iron scrap is added, with some pure iron ore. As this ore is an oxide it virtually takes the place of the air supplied to the Bessemer converter and the carbon and silicon are burned away by combination with the oxygen liberated from the ore. During this burning the molten metal boils. Through the door of an open hearth furnace can be seen a most impressive spectacle of man’s control over intense heat.
As the boiling may be continued for three or four hours there is plenty of time to find out exactly what is happening to the metal, which, to begin with, is iron. Samples of the molten stuff are drawn from the furnace in a small ladle and poured into a mould. Setting is often hastened by cooling the mould with water and the test piece is then removed and broken in two. To the experienced eye the broken surface enables a close estimate of the carbon content to be made and this is verified by a rapid chemical analysis. Too much ore may have been added and the carbon may have been reduced too far, so that more pig or scrap has to be put in.
The tests, however, generally make the operation not such a “hit and miss” affair as may be thought, and it is generally necessary only to add such materials as will form steel of the desired composition. Thus ferro-manganese, silico-manganese, ferro-silicon or some other compound may have to be charged into the furnace. Sometimes, for high-carbon steel, powdered coal or coke in paper bags is put into the ladle into which the charge is tapped.
The procedure varies greatly with the particular type of steel that is being produced. The main point is that the process of steel making by the open hearth process is an exact one and is under complete control.
The open hearth furnace is a large closed chamber with a shallow saucer-like bed for the metal and ports at either end. These ports are for the admission of the hot air and gas which form the fuel and burn over the surface of the metal.
SECTION THROUGH STEEL MELTING SHOP AT OPEN HEARTH FURNACES.
(1) Coal bunker for gas producer. (2) Grab crane for charging the gas producer with coal. (3) Gas producer for heating open hearth furnaces. (4) Duct from gas producer to furnaces. (5) Containers for furnace charges. (6) Revolving charging machine which empties the charge into the furnaces. (7) Ladle of molten iron from the mixer. This is the same as No. 4 in the drawing on the opposite page. The metal is poured into the furnace through the charging hole when the charging machine is withdrawn. (8) Open hearth furnace carried on rollers for tilting during pouring into 9. (9) Ladle which receives the molten steel. This ladle does not tilt, but is provided with a valve in the bottom through which the steel is drawn off into 10. (10) Ingot mould carried on wheeled carriage. (11) Slag ladle. The furnace is emptied of slag through the charging hole.
One characteristic feature is that the regenerative system of firing is used, that is, the hot burned gases on their way to the chimney stack flow through and heat up large chambers filled with checkerwork firebrick. Alongside these are similarly filled chambers through which the incoming air is passed to become heated by the glowing brick. The chambers are used for gas and air alternately, the change over being made at intervals of about half an hour by means of reversing valves. The whole arrangement is much the same as that described in the chapter “Fuel for the Modern Steelworks”.
Much greater heats are, however, used in the Siemens furnace than in the coke oven. It is somewhat amusing to recall that Siemens was not able to patent his regenerative system in Germany as some one had discovered in an ancient house, once occupied by some medieval Order of Knighthood, a primitive heating system which was thought to destroy the claim to novelty essential for a patent. This system consisted of two cellars underneath the floor of the hall which had been filled with stones. One cellar was heated by a furnace, and cold air, to warm the hall, was passed over the heated stones of the other, a change over being made when necessary. Siemens, however, was granted an English patent.
The Siemens furnace may be either a fixed structure or a tilting one. The tilting furnace is the most modern and is considered to have a great advantage because immediately the steel is ready it can be poured out, whereas in the stationary form of furnace the plug of clay which stops up the tapping hole may be so difficult to remove that the composition of the steel may change during its removal. The open hearth furnace holds much more metal than the largest Bessemer converter. In one steelworks, for example, there are four tilting furnaces, three of 250 tons and one of 300 tons capacity. They are arranged in a single line with a 500-tons metal mixer in the centre.
The Teeming Operation
The steel, whether it is drawn from a stationary or from a tilting furnace, emerges in a stream of dazzling whiteness, and is run into ladles handled by huge overhead cranes. These ladles are generally of the bottom pouring type and the operation of pouring is known as “teeming”.
At the bottom of the ladle is a hole which is normally kept closed by a stopper at the end of a long rod passing through the metal. The hole is opened when required by a lever on the outside. The steel is formed into ingots in moulds of cast iron. The ingots vary in shape and size according to the purpose for which they are required. A common size of ingot is about 6 feet high by 24 in. square at the base, from which there is a gradual taper to enable the ingot to be more easily withdrawn from the mould.
The moulds may be arranged in a row along which the ladle is moved by the crane, the man in charge of the teeming opening and closing the stopper as each mould is filled. The teeming operation is by no means simple. Care has to be taken that the falling stream of metal does not strike the sides of the mould, and there are many other precautions to be observed. Sometimes the ladle is kept stationary and the moulds, carried on trucks, are successively moved under it for teeming. A sample of the metal is generally drawn off from the ladle about halfway through the teeming process, the casting being stamped to identify the “heat” concerned and then passed on to the works laboratory for analysis and record.
INGOT MOULDS are commonly about 6 feet high and 24 in. square at the base, from which there is a gradual taper to enable the ingot when cool to be withdrawn easily from the mould. They are sometimes arranged in a curve so that the ladle, carried on a moving beam, can fill them rapidly in turn. The man in charge of the teeming operation opens and closes the stopper as each mould is filled.
Although these are the two main processes for converting iron into steel, there are two other processes, one old and the other new, by which steel is made in smaller quantities. The new process is carried out by an electric furnace, of which the most common type is the Heroult furnace, patented in 1900. There are, however, some thirty different kinds of electric furnace in existence.
The Heroult furnace at first sight is not unlike a tilting open hearth furnace in general construction, but, as it is not worked on the regenerative principle, there are no air or gas ports. The most distinctive external feature about it is the presence of carbon electrodes projecting from the top. These may have a diameter of as much as 24 in. and, when three-phase alternating current is used, three of them are fitted. Inside the furnace they project nearly to the surface of the metal between which and the electrodes a short arc is struck, thus providing great heat.
The electric furnace is considered desirable where special alloy steels are to be produced, as there is no danger of contamination by impurities, as may occur in the open hearth furnace from sulphur in the producer gas. But, unless the cost of current is low, the electric furnace may be too expensive to use for making steels of ordinary types. It has, moreover, the drawback that where the current is obtained from an outside source the operation may be disastrously interrupted by a mains failure. One other type of electric furnace is the Ajax Northrupp high-frequency induction furnace. This is a remarkable furnace to watch as the metal seems to heat itself. Briefly, the furnace consists of a zircon crucible, that is, a simple “pot” round which is arranged a coil of wire.
Intense Electrical Heat
Alternating current of a frequency of 5,000 cycles is passed through this coil and sets up a violent agitation of the molecules of the charge so that an intense heat is generated. There is no arc and the rapid heating of the charge, apparently spontaneously, is uncanny. This type of furnace is used for the production of high-quality alloy steels and as the operation can be carried out in an atmosphere of hydrogen no oxidation can take place.
The older process is used for special steels for certain tools and so forth and by present-day methods of working produces unexcelled results. The output is, however, a matter of pounds, not tons. The crucible process was developed by Benjamin Huntsman in 1740, and for long the greater part of the fine steel for which Sheffield was famous was made by it. The process was improved by Robert Mushet, a contemporary of Bessemer.
The crucible process consists of heating a small charge of pure bar iron, charcoal and alloying and fluxing materials in a somewhat barrel-shaped pot of clay or graphite which has a cover. The reactions are not identical with those of the open hearth furnace although a modern crucible installation is sometimes fired regeneratively in the same way. The crucibles are generally teemed directly into small moulds and are handled by two men, as a normal charge of molten metal weighs only about 60 lb. or 70 lb.
Steel making is a highly developed industry. Much has already been done but immensely more remains to be done, and research is constantly going on. It is not improbable, moreover, that valuable discoveries may be made “ by chance”. Stainless steel is said to have originated in this way, a piece of it having been noticed uncorroded on a scrap heap of rusty metal.
CASTING PIG IRON in open sand beds at Workington, Cumberland. This is the most commonly used method, though in some works iron is cast into metal moulds which travel on an endless belt. In the ordinary pig bed the molten metal from the blast furnaces is led along channels in the sand from which branch, at right angles, numerous smaller channels. These form the pigs, the term “pig” being derived from a fanciful resemblance of the casting to a sow feeding a number of sucking pigs. The term “sow” is still used to designate the larger central bar from which, on cooling, the pigs are broken off.


 TAPPING A BLAST FURNACE is effected by breaking down a plug of clay and sand in the bottom part of the furnace by an iron rod and allowing the stream of iron or slag to flow out. There are separate holes for the iron and the slag, that for the slag being the higher, as slag floats on the top of molten iron. The large circular pipe is the main for the hot air; this is blown into the bottom of the furnace, by way of the bent pipes seen below the main, through water-
TAPPING A BLAST FURNACE is effected by breaking down a plug of clay and sand in the bottom part of the furnace by an iron rod and allowing the stream of iron or slag to flow out. There are separate holes for the iron and the slag, that for the slag being the higher, as slag floats on the top of molten iron. The large circular pipe is the main for the hot air; this is blown into the bottom of the furnace, by way of the bent pipes seen below the main, through water- THE PIG-
THE PIG- TEEMING THE MOLTEN STEEL from the open hearth furnaces into moulds to form the ingots which are later used for forging, rolling and so forth. The steel is transported from the furnaces to the moulds by a travelling crane in a non-
TEEMING THE MOLTEN STEEL from the open hearth furnaces into moulds to form the ingots which are later used for forging, rolling and so forth. The steel is transported from the furnaces to the moulds by a travelling crane in a non- SECTION THROUGH STEEL MELTING SHOP AT MIXER.
SECTION THROUGH STEEL MELTING SHOP AT MIXER.
 INGOT MOULDS are commonly about 6 feet high and 24 in. square at the base, from which there is a gradual taper to enable the ingot when cool to be withdrawn easily from the mould. They are sometimes arranged in a curve so that the ladle, carried on a moving beam, can fill them rapidly in turn. The man in charge of the teeming operation opens and closes the stopper as each mould is filled.
INGOT MOULDS are commonly about 6 feet high and 24 in. square at the base, from which there is a gradual taper to enable the ingot when cool to be withdrawn easily from the mould. They are sometimes arranged in a curve so that the ladle, carried on a moving beam, can fill them rapidly in turn. The man in charge of the teeming operation opens and closes the stopper as each mould is filled. CASTING PIG IRON in open sand beds at Workington, Cumberland. This is the most commonly used method, though in some works iron is cast into metal moulds which travel on an endless belt. In the ordinary pig bed the molten metal from the blast furnaces is led along channels in the sand from which branch, at right angles, numerous smaller channels. These form the pigs, the term “pig” being derived from a fanciful resemblance of the casting to a sow feeding a number of sucking pigs. The term “sow” is still used to designate the larger central bar from which, on cooling, the pigs are broken off.
CASTING PIG IRON in open sand beds at Workington, Cumberland. This is the most commonly used method, though in some works iron is cast into metal moulds which travel on an endless belt. In the ordinary pig bed the molten metal from the blast furnaces is led along channels in the sand from which branch, at right angles, numerous smaller channels. These form the pigs, the term “pig” being derived from a fanciful resemblance of the casting to a sow feeding a number of sucking pigs. The term “sow” is still used to designate the larger central bar from which, on cooling, the pigs are broken off.